| Номер в госреестре | 50317-12 |
| Наименование СИ | Системы контроля геометрических параметров труб автоматизированные |
| Обозначение типа СИ | МРТ-1420 (MRT-1420) |
| Изготовитель | ООО "Марви", г.Самара |
| Год регистрации | 2012 |
| Срок свидетельства | 29.06.2017 |
| МПИ (интервал между поверками) | 1 год |
| Описание типа | скачать |
Системы контроля геометрических параметров труб автоматизированные «МРТ-1420» («МЯТ-1420») (далее по тексту - системы) предназначены для измерения геометрических параметров бесшовных, прямошовных и спиралешовных труб диаметром от 10 мм до 1500 мм, с толщиной стенки от 1 мм до 60 мм.
Принцип действия систем основан на методах:
- оптической триангуляции (метод основан на изменении положения отраженного луча лазера в пространстве при перемещении отражающей поверхности),
- оптической тени (метод основан на уменьшении яркости изображения и проявлении дефекта в виде пятна, половина которого темная, а половина светлая),
- измерения расстояния по времени полета луча (короткие световые импульсы испускаются лазерным диодом, объект отражает эти световые импульсы обратно в приемник, где они обрабатываются для определения расстояния до объекта).
Системы представляют собой устройство, осуществляющее измерение кривизны, овальности, параметров фаски, длины, диаметра, толщины стенок, высоты усиления наружного шва прямошовных, спиралешовных и бесшовных труб в технологическом режиме трубопрокатных станов в соответствии с заданными стандартами и нормами качества.
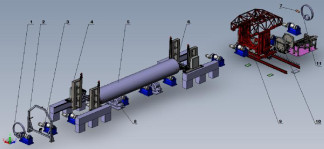
Системы включают в себя шесть условно - независимых подсистем контроля геометрических параметров:
- подсистему измерения диаметра и овальности позиция 9 рисунок 1;
- подсистему измерения длины трубы позиция 4,6 рисунок 1;
- подсистему контроля геометрических параметров шва и околошовной зоны дополнительный модуль позиция 6;
- подсистему контроля толщины стенок труб, дополнительный модуль с электромагнитным (ЭМА) толщиномером располагающийся в непосредственной близости от поверхности трубы при ее проходе или вращении в зависимости от требований заказчика, например на ППР позиция 8 рисунок 1;
- подсистему контроля параметров фаски измерительные модули 4,6 рисунок 1;
- подсистему контроля кривизны оси трубы (ферменная конструкция позиция 9 рисунок
1).
Рисунок
Системы имеют от одного до шести измерительных модулей, состоящих из 1 - 40 лазерных триангуляционных сканеров, лазерных микрометров, лазерных триангуляционных измерителей расстояния, ЭМА толщиномеров, линейных энкодеров. Контроль геометрических параметров осуществляется по всей длине трубы и сварного соединения.
На каждую дефектную трубу распечатывается протокол контроля со схемой расположения дефектов (дефектограммой). Дефектные сечения трубы отмечаются краской.
Все подсистемы связаны с единым управляющим вычислительным комплексом (УВК), который координирует их работу, осуществляет управление информационными потоками, организует процесс контроля, сбор, обработку, представление и хранение его результатов.
Системы используются для автоматизированного контроля со скоростью сканирования до 10 м/с.
Программное обеспечение состоит из программы ультразвуковых колебаний (УЗК) и программы процессора блока аналого-цифрового преобразователя (АЦП) и файла конфигурации программно логического интегрирования системы (ПЛИС) блока аналогоцифрового преобразователя (АЦП).
Конфигурационный файл ПЛИС формирует аппаратную часть блока АЦП, программа процессора блока АЦП управляет работой ПЛИС, получает из ПЛИС и обрабатывает измеренные параметры - амплитуду и положение импульсов в сигнале от ультразвукового преобразователя. Программа УЗК считывает обработанные параметры из платы АЦП и отображает их на экране монитора.
Метрологически значимая часть программного обеспечения содержится в файлах программы процессора АЦП и конфигурации ПЛИС АЦП. Эти файлы размещены в постоянном запоминающем устройстве (ПЗУ) блока АЦП. Идентификационные данные программного обеспечения приведены в таблице 1.
Таблица 1
| Наименование программного обеспечения | Идентификационное наименование программного обеспечения | Номер версии программного обеспечения | Цифровой идентификатор программного обеспечения | Алгоритм вычисления цифрового идентифика тора |
| Файл конфигурации ПЛИС блока АЦП | adc.uk.1210.00.pld.rbf | 1.00.00 | ad4a52c7bf938 5b5497bf22126 3015a9 | MD5 |
| Файл программы процессора блока АЦП | adc.uk.1210.00.arm.h ex | 1.00.00 | 8bc99327a2d57 e6faf9bec91d2a b6822 | MD5 |
Проверка цифрового идентификатора производится программой УЗК путём считывания файлов из ПЗУ платы АЦП, считывания номера версии и вычисления цифрового идентификатора. При несовпадении номера версии или цифрового идентификатора работа блока АЦП блокируется.
Идентификация ПО осуществляется в процессе штатного функционирования.
Уровень защиты «А» от непреднамеренных и преднамеренных изменений в соответствии с МИ 3286-2010.
Метрологические и технические характеристики системы приведены в таблице 2 Таблица 2
| Характеристики системы контроля | Значение параметра |
| Подсистема измерения диаметра и овальности трубы | |
| Диапазон измерения диаметра трубы, мм: | от 10 до 1500 |
| Пределы допускаемой абсолютной погрешности измерения диаметра, мм: | ± 0,1 |
| Диапазон измерения овальности, мм: | от 0 до 100 |
| Пределы допускаемой абсолютной погрешности измерения овальности, мм: | ± 0,1 |
| Подсистема измерения длины трубы | |
| Длина трубы, мм: | от 3500 |
| Пределы допускаемой абсолютной погрешности измерения длины, мм: | ± 1,0 |
| Подсистемы измерения геометрии сварного шва и околошовной зоны | |
| Диапазон измерения смещения свариваемых кромок относительно друг друга, мм: | от 0 до 10 |
| Пределы допускаемой абсолютной погрешности измерения, мм: | ± 0,05 |
| Диапазон измерения высоты усиления наружного шва: | от 0,5 до 10 |
| Пределы допускаемой абсолютной погрешности измерения высоты, мм: | ± 0,1 |
| Диапазон измерения ширины усиления наружного шва: | от 1,0 до 50 |
| Пределы допускаемой абсолютной погрешности измерения ширины, мм: | ± 0,1 |
| Диапазон измерения величины подрезов, мм: | от 0,1 до 5 |
| Пределы допускаемой абсолютной погрешности измерения величины подрезов, мм: | ± 0,05 |
| Подсистема контроля толщины стенок труб | |
| Диапазон измерения толщины стенки: | от 1,0 до 60 |
| Пределы допускаемой абсолютной погрешности измерения толщины, мм: | ± 0,05 |
| Подсистема контроля параметров фаски | |
| Диапазон измерения угловых размеров, ... °: | от 0 до 90 |
| Пределы допускаемой абсолютной погрешности измерения, ... °: | ± 0,15 |
| Косина реза, мм: | от 1 до 50 |
| Пределы допускаемой абсолютной погрешности измерения, мм: | ± 0,1 |
| Подсистема контроля кривизны оси трубы | |
| Диапазон измерения кривизны оси, мм: | от 0 до 100 |
| Пределы допускаемой абсолютной погрешности измерения кривизны, мм: | ± 0,1 |
| Масса, кг, не более: - механического оборудования; - электронного оборудования; - оборудования автоматики: | 3100 100 300 |
| Габаритные размеры механической части системы, мм, не более: - длина; - ширина; - высота: | 14000 2500 2500 |
| Мощность, потребляемая от сети, кВт: - 3 ф. (~380 В); - 1 ф. (~220 В); | 30 6 |
| Условия эксплуатации системы: температура в зоне контроля, °С; температура в зоне вторичной аппаратуры, °С; относительная влажность, при 30°С, %; вибрация в зоне контроля, мм; вибрация в зоне вторичной аппаратуры, мм: | от минус 10 до 50; от минус 5 до 30; 75 ± 15; 2; 0,2 |
| Полный установленный срок службы, лет. | 10 |
наносится на шкаф автоматики, расположенный на измерительном модуле установки и на титульном листе паспорта методом печати.
В комплект поставки входит следующее оборудование, приведенное в таблице 3:
Таблица 3
| Наименование | Количество |
| Система контроля геометрических параметров труб автоматизированная «МРТ-1420» (^^Т-1420») | 1 шт. |
| Комплект запасных частей | 1 комплект. |
| Измерительные ролики | 2 шт. |
| Компьютер УВК (управляющий вычислительный комплекс) | 1 шт. |
| Руководство по эксплуатации системы контроля геометрических параметров труб «МРТ-1420» («MRТ-1420») 4258-070-7450181-10 РЭ | 1 экз. |
| Методика поверки системы контроля геометрических параметров труб «МРТ-1420» (^^Т-1420»), 4258-070-7450181-10 МП | 1 экз. |
| Паспорт системы контроля геометрических параметров труб «МРТ-1420» («MRТ-1420») 4258-070-7450181-10 П | 1 экз. |
осуществляется по документу «Система контроля геометрических параметров труб автоматизированная «МРТ-1420» («MRT-1420») Методика поверки» 4258-070-7450181-10 МП, утвержденной ГЦИ СИ ФГУП «ВНИИОФИ» в апреле 2012 г.
Основные средства поверки:
Мера «СОП-ЦК-9» из комплекта мер моделей дефектов «УКМ-Ультра» (госреестр № 49181-12).
Сведения о методах измерений приведены в Руководстве по эксплуатации 4258-0707450181-10 РЭ, раздел 1.2.
Нормативные и технические документы, устанавливающие требования к системам контроля геометрических параметров труб автоматизированным «МРТ-1420» («МЯТ-1420»).
Технические условия «Система контроля геометрических параметров труб автоматизированная «МРТ-1420» («МЕ.Т-1420») ТУ 4258-070-7450181-10.
Системы контроля геометрических параметров труб автоматизированные «МРТ-1420» («МЕ.Т-1420») применяются вне сферы государственного регулирования обеспечения единства измерений
| Зарегистрировано поверок | 12 |
| Поверителей | 1 |
| Актуальность данных | 09.12.2024 |







