| Номер в госреестре | 60862-15 |
| Наименование СИ | Системы ультразвукового автоматизированного контроля |
| Обозначение типа СИ | WeldStar |
| Изготовитель | Компания "GE Inspection Technologies LP, Lewistown", США |
| Год регистрации | 2015 |
| Срок свидетельства | 10.06.2021 |
| МПИ (интервал между поверками) | 1 год |
| Описание типа | скачать |
| Методика поверки | скачать |
Системы ультразвукового автоматизированного контроля WeldStar (далее по тексту -системы) предназначены для измерений толщины изделий, координат дефектов и амплитуд сигналов от них, оценки относительных размеров дефектов в сварных соединениях и основном металле трубопроводов при автоматизированном ультразвуковом контроле.
Принцип действия системы основан на возбуждении ультразвуковых колебаний (УЗК) в материале контролируемого объекта и приеме ультразвуковых колебаний, отраженных от дефектов и границ материалов.
Ультразвуковая волна, генерируемая преобразователями, установленными в подвижном сканере системы, проникает в объект контроля, распространяется в нем, отражается от несплошностей или донной поверхности объекта контроля, принимается преобразователями системы и преобразовывается в электрический сигнал. Принятый сигнал регистрируется и обрабатывается процессором электронного блока. На мониторе отображаются параметры обработанного сигнала, координаты дефекта.
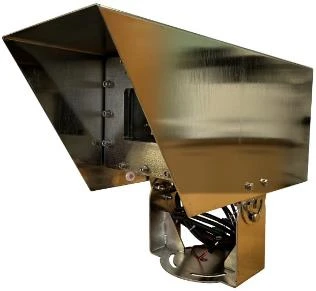
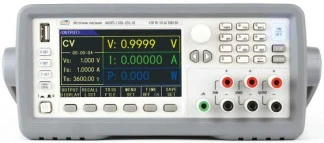
Система имеет модульную структуру. Конструктивно системы состоят из основного электронного блока, дистанционного модуля УЗК, сканера с установленными ультразвуковыми преобразователями и преобразователями с фазированной решеткой (ФР). Дистанционный модуль содержит модуль обработки УЗК сигналов, модуль контроля движения, GPS и дополнительную электронику. Дистанционный модуль имеет компактные размеры и устанавливается непосредственно на сканер. Информация от дистанционного модуля передается в основной электронный блок с помощью кабеля. К основному электронному блоку подключаются устройства ввода и вывода информации, совместимые с персональным компьютером. Сканер прикрепляется к трубопроводу с помощью накладного пояса. Перемещение сканера обеспечивается с помощью приводного мотора. Сканер имеет систему подачи контактной жидкости.
Фотография общего вида систем приведена на рисунке 1.
а) б)
Рисунок 1 - Общий вид: а) Сканер с дистанционным модулем; б) Основной электронный блок.
Лист № 2 Всего листов 4
В Системах могут использоваться преобразователи производства «GE Inspection Technologies LP»:
115-000-561, 115-000-512, 115-00-387, 389-067-630, 389-070-590, 389-070-660, 389-064650, 389-065-770, 389-065-760, 389-065-770, 389-065-780, 389-065-790, 389-065-800, 389-065810, 389-065-820, 389-065-830, 389-065-630, 389-065-640, 389-064-610, 389-064-620, 389-064630, 389-064-640, 389-064-670, 389-064-600, 389-064-650, 389-064-340, 389-066-590, 389-066600, 389-065-240, 389-065-250.
Системы применяются при строительстве трубопроводов в нефтегазовой и химических отраслях.
Обработка результатов измерений, управление системой и параметрами контроля, создание и сохранение файлов с данными контроля, протоколов контроля, осуществляется с помощью программного обеспечения (ПО) Weldstar.
Таблица 1
| Идентификационные данные (признаки) | Значение |
| Идентификационное наименование ПО | Weldstar |
| Номер версии (идентификационный номер) ПО | 5.0.10.65 и выше |
| Цифровой идентификатор ПО | - |
| Другие идентификационные данные (если имеются) | - |
Защита программного обеспечения от непреднамеренных и преднамеренных изменений соответствует уровню средний согласно Р 50.2.077-2014.
Таблица 2
| Наименования характеристик | Значения |
| Диапазон установки амплитуды генератора импульсов возбуждения (ГИВ) стандартных каналов, В | От 85 до 250 |
| Частота, МГц: - стандартных каналов; - ФР. | От 1 до 6 От 3 до 6 |
| Номинальное значение длительности импульсов ГИВ (по уровню 0,5 амплитуды) и его отклонение, мс | 100 ± 5 |
| Пределы допускаемой абсолютной погрешности измерения амплитуды сигнала, % от высоты экрана | ± 2 |
| Диапазон измерения толщины изделий и глубины залегания дефектов (по стали), мм | От 6 до 1390 |
| Пределы допускаемой абсолютной погрешности измерения толщины изделий и глубины залегания дефектов, мм | ± 0,8 |
| Диапазон измерения расстояния кодировщиком положения, мм | От 0 до 10000 |
| Пределы допускаемой абсолютной погрешности измерения расстояния кодировщиком положения: - в диапазоне от 2 до 100 мм включительно, мм; - в диапазоне свыше 100 до 10000 мм, %. | ± 2 ± 2 |
| Количество каналов для исполнения в варианте 1: - стандартных; Количество каналов для исполнения в варианте 2: - стандартных; - 64-элементных ФР. | 32 16 2 |
| Длина кабеля, м | 23; 45; 91 |
| Питание от сети переменного тока: - напряжение, В - частота, Гц | От 120 до 240 50/60 |
| Габаритные размеры (высота х ширина х толщина), мм, не более: - электронного блока; - дистанционного модуля; - сканера. | 533 х 432 х 241 300 х 220 х 280 500 х 600 х 300 |
| Масса, кг, не более: - основного электронного блока; - дистанционного модуля; - сканера. | 30 12.7 12.7 |
| Условия эксплуатации: »-» о/"ч - температура окружающей среды, С - относительная влажность воздуха при температуре плюс 25 оС, % | От минус 40 до 60 От 5 до 100 |
| Класс защиты сканера | IP65 |
Знак утверждения типа наносится на титульный лист руководства по эксплуатации типографским способом и на заднюю панель электронного блока способом наклеивания этикетки.
Таблица 3
| № | Наименование | Количество |
| 1 | Основной электронный блок (UTM) | 1 шт. |
| 2 | Дистанционный модуль (UTR) | 1 шт. |
| 3 | Сканер с рамой | 1 шт. |
| 4 | Монитор | 1 шт. |
| 5 | Мышь | 1 шт. |
| 6 | Клавиатура | 1 шт. |
| 7 | Защитный кейс для транспортировки | 1 компл. |
| 8 | Инструмент для сбора и настройки | 1 компл. |
| 9 | Комплект запасных частей | 1 компл. |
| 10 | Источник бесперебойного питания | 1 шт. |
| 11 | Преобразователь постоянного тока в переменный | 1 шт. |
| 12 | Ультразвуковые преобразователи с ФР | 2 шт. |
| 13 | Одноканальные Ультразвуковые преобразователи | 2 шт. |
| 14 | Преобразователи для обнаружения поперечных трещин | 2 шт. |
| 15 | Кабель 25 м | 1 шт. |
| 16 | Руководство по эксплуатации | 1 экз. |
| 17 | Методика поверки 71638451.4276124.001.МП | 1 экз. |
| * - Тип и количество зависит от заказа потребителя. | ||
осуществляется по методике поверки 71638451.4276124.001.МП «ГСИ. Системы ультразвукового автоматизированного контроля WeldStar. Методика поверки», утвержденной ФГУП «ВНИИОФИ» в марте 2015 года.
Основные средства поверки:
1. Осциллограф цифровой TDS2012С (Госреестр №48471-11);
2. Генератор сигналов сложной формы AFG3022С (Госреестр №53102-13);
Лист № 4 Всего листов 4
3. Контрольный образец №2 из комплекта КОУ-2. (Госреестр №6612-99)
4. Линейка по ГОСТ 427-75. Диапазон измерений от 0 до 500 мм, цена деления 1 мм.
Сведения о методиках (методах) измерений приведены в Руководстве по эксплуатации «Системы ультразвукового автоматизированного контроля WeldStar. Руководство по эксплуатации», раздел «Часть 1».
Нормативные и технические документы, устанавливающие требования к системам ультразвукового автоматизированного контроля WeldStar
Техническая документация фирмы GE Inspection Technologies LP, Lewistown, США.