| Номер в госреестре | 85501-22 |
| Наименование СИ | Штангенциркули |
| Обозначение типа СИ | Обозначение отсутствует |
| Изготовитель | GUILIN MEASURING AND CUTTING TOOL CO., LTD, КНР |
| Год регистрации | 2022 |
| Срок свидетельства | 04.05.2027 |
| МПИ (интервал между поверками) | 1 год |
| Стоимость поверки | Узнать стоимость |
| Описание типа | скачать |
| Методика поверки | скачать |
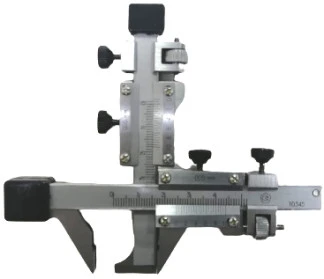
Штангенциркули предназначены для измерений наружных и внутренних линейных размеров деталей, а также для измерений глубин и выполнения разметочных работ.
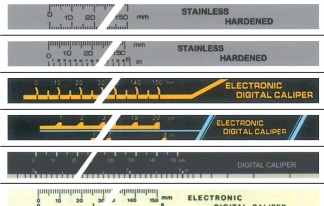
Принцип действия штангенциркулей ШЦ (с отсчетом по нониусу) основан на измерении линейных размеров методом непосредственной оценки совпадения делений шкалы на штанге с делениями нониуса, расположенного на рамке штангенциркуля.
Принцип действия штангенциркулей ШЦК (с отсчетом по круговой шкале отсчетного устройства) основан на измерении линейных размеров методом непосредственной оценки по миллиметровым делениям шкалы штанги и по делениям круговой шкалы, встроенной в рамку. Круговая шкала вращается посредством подвижного ободка и блокируется стопорным винтом.
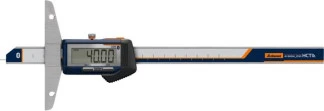
Принцип действия штангенциркулей типов ТТТТЩ (с цифровым отсчетным устройством) основан на преобразовании линейного перемещения рамки штангенциркуля в изменение электрического сигнала в электрической схеме блока индикации с выводом показаний на жидкокристаллический экран цифрового отсчётного устройства. Отсчет показаний производится по цифровому отсчетному устройству.
Имеется возможность установки нуля в любой точке диапазона измерений, оцифровка шкалы на штанге штангенциркулей начинается с нулевой отметки.
Штангенциркули ШЦ изготавливаются: типа I - двусторонние с глубиномером, типа II -двусторонние, типа III - односторонние.
Штангенциркули ШЦК изготавливаются типа I - двусторонние с глубиномером. Штангенциркули ШЦЦ изготавливаются: типа I - двусторонние с глубиномером, типа II -двусторонние, типа III - односторонние.
Штангенциркули типов II и III, могут быть оснащены устройством для тонкой установки рамки (микрометрическая подача).
Штангенциркули изготавливаются классов точности 1 и 2, отличающиеся пределами допускаемой абсолютной погрешности.
Оцифровка шкалы на штанге штангенциркулей начинается от нулевой отметки.
Логотип ZIT°m наносится на паспорт штангенциркулей типографским методом, на нерабочую поверхность штангенциркуля с лицевой стороны краской или лазерной маркировкой.
Общий вид штангенциркулей указан на рисунках 1 - 7.
Заводской номер наносится на штангенциркуль с лицевой или оборотной стороны краской или лазерной маркировкой и имеет цифровое или буквенно-цифровое обозначение.
Пломбирование штангенциркулей от несанкционированного доступа не предусмотрено.
Обозначение модификации штангенциркулей:
- для штангенциркулей ШЦ типа II с диапазоном измерений от 0 до 250 мм и значением отсчета по нониусу 0,05 мм:
ШЦ-11-250-0,05
- для штангенциркулей ШЦ типа II с диапазоном измерений от 250 до 630 мм и значением отсчета по нониусу 0,1 мм, класса точности 1:
TTTTT-II-250-630-0,1-1
- для штангенциркулей ШЦК типа I с диапазоном измерений от 0 до 150 мм с ценой деления круговой шкалы 0,02 мм:
TTTTTK-I-150-0 02
- для штангенциркулей ШЦЦ, типа I с диапазоном измерений от 0 до 125 мм с шагом дискретности цифрового отсчетного устройства 0,01 мм:
ТТТТЩ-Г-125-0,01
отсутствует.
Таблица 1 - Метрологические характеристики штангенциркулей ШЦ
| Модификация штангенциркулей | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Класс точности | Размер сдвинутых до соприкосновения губок с цилиндрическими поверхностями, мм, не более |
| ШТТ-Т-125-0,05 | от 0 до 125 | 0,05 | - | - |
| ШТТ-Т-125-0,1-1 | 0,1 | 1 | - | |
| ШТТ-Т-125-0,1-2 | 2 | - | ||
| ШТТ-Т-135-0,05 | от 0 до 135 | 0,05 | - | - |
| ШТТ-Т-135-0,1-1 | 0,1 | 1 | - | |
| ШТТ-Т-135-0,1-2 | 2 | - | ||
| ШТТ-Т-150-0,05 | от 0 до 150 | 0,05 | - | - |
| ШТТ-Т-150-0,1-1 | 0,1 | 1 | - | |
| ШТТ-Т-150-0,1-2 | 2 | - | ||
| ШТТ-Т-160-0,05 | от 0 до 160 | 0,05 | - | - |
| ТТТТТ-Т-160-0,1-1 | 0,1 | 1 | - | |
| ШТТ-Т-160-0,1-2 | 2 | - | ||
| ШТТ-Т-200-0,05 | от 0 до 200 | 0,05 | - | - |
| ШТТ-Т-200-0,1-1 | 0,1 | 1 | - | |
| ШТТ-Т-200-0,1-2 | 2 | - | ||
| ШТТ-Т-250-0,05 | от 0 до 250 | 0,05 | - | - |
| ШТТ-Т-250-0,1-1 | 0,1 | 1 | - | |
| ШТТ-Т-250-0,1-2 | 2 | - | ||
| ШТТ-Т-300-0,05 | от 0 до 300 | 0,05 | - | - |
| ТТТТТ-Т-300-0,1-1 | 0,1 | 1 | - | |
| ШТТ-Т-300-0,1-2 | 2 | - | ||
| ТТТТТ-ТТ-160-0,05 | от 0 до 160 | 0,05 | - | 10 |
| ТТТТТ-ТТ-160-0,1-1 | 0,1 | 1 | 10 | |
| ТТТТТ-ТТ-160-0,1-2 | 2 | 10 | ||
| ТТТТТ-ТТ-200-0,05 | от 0 до 200 | 0,05 | - | 10 |
| ТТТТТ-ТТ-200-0,1-1 | 0,1 | 1 | 10 | |
| ТТТТТ-ТТ-200-0,1-2 | 2 | 10 | ||
| ТТТТТ-ТТ-250-0,05 | от 0 до 250 | 0,05 | - | 10 |
| ТТТТТ-ТТ-250-0,1-1 | 0,1 | 1 | 10 | |
| ТТТТТ-ТТ-250-0,1-2 | 2 | 10 | ||
| ТТТТТ-ТТ-300-0,05 | от 0 до 300 | 0,05 | - | 10 |
| ТТТТТ-ТТ-300-0,1-1 | 0,1 | 1 | 10 | |
| ТТТТТ-ТТ-300-0,1-2 | 2 | 10 |
| Модификация штангенциркулей | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Класс точности | Размер сдвинутых до соприкосновения губок с цилиндрическими поверхностями, мм, не более |
| ТТТТТ-П-400-0,05 | от 0 до 400 | 0,05 | - | 10 |
| ТТТТТ-П-400-0,1-1 | 0,1 | 1 | 10 | |
| ТТТТТ-П-400-0,1-2 | 2 | 10 | ||
| ТТТТТ-П-500-0,05 | от 0 до 500 | 0,05 | - | 20 |
| ТТТТТ-П-500-0,1-1 | 0,1 | 1 | 20 | |
| ТТТТТ-П-250-630-0,05 | от 250 до 630 | 0,05 | - | 20 |
| ТТТТТ-П-250-630-0,1-1 | 0,1 | 1 | 20 | |
| ТТТТТ-П-250-800-0,05 | от 250 до 800 | 0,05 | - | 20 |
| ТТТТТ-П-250-800-0,1 -1 | 0,1 | 1 | 20 | |
| ТТТТТ-П-320-1000-0,05 | от 320 до 1000 | 0,05 | - | 20 |
| ТТТТТ-П-320-1000-0,1-1 | 0,1 | 1 | 20 | |
| ТТТТТ-П-500-1250-0,1-1 | от 500 до 1250 | 0,1 | 1 | 20 |
| ТТТТТ-П-500-1600-0,1-1 | от 500 до 1600 | 0,1 | 1 | 20 |
| ТТТТТ-П-800-2000-0,1-1 | от 800 до 2000 | 0,1 | 1 | 20 |
| ттттт-т-160-0,05 | от 0 до 160 | 0,05 | - | 10 |
| ттттт-т-160-0,1-1 | 0,1 | 1 | 10 | |
| ттттт-т-160-0,1-2 | 2 | 10 | ||
| ТТТТТ-т-200-0,05 | от 0 до 200 | 0,05 | - | 10 |
| ттттт-т-200-0,1-1 | 0,1 | 1 | 10 | |
| ТТТТТ-т-200-0,1-2 | 2 | 10 | ||
| ТТТТТ-т-250-0,05 | от 0 до 250 | 0,05 | - | 10 |
| ТТТТТ-т-250-0,1-1 | 0,1 | 1 | 10 | |
| ТТТТТ-т-250-0,1-2 | 2 | 10 | ||
| ттттт-т-300-0,05 | от 0 до 300 | 0,05 | - | 10 |
| ттттт-т-300-0,1-1 | 0,1 | 1 | 10 | |
| ттттт-т-300-0,1-2 | 2 | 10 | ||
| ТТТТТ-т-400-0,05 | от 0 до 400 | 0,05 | - | 10 |
| ттт-т-400-0,1-1 | 0,1 | 1 | 10 | |
| ТТТТТ-т-400-0,1-2 | 2 | 10 | ||
| ТТТТТ-т-500-0,05 | от 0 до 500 | 0,05 | - | 20 |
| ттттт-т-500-0,1-1 | 0,1 | 1 | 20 | |
| ТТТТТ-т-250-630-0,05 | от 250 до 630 | 0,05 | - | 20 |
| ТТТТТ-т-250-630-0,1-1 | 0,1 | 1 | 20 | |
| ТТТТТ-т-250-800-0,05 | от 250 до 800 | 0,05 | - | 20 |
| ТТТТТ-т-250-800-0,1-1 | 0,1 | 1 | 20 |
| Модификация штангенциркулей | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Класс точности | Размер сдвинутых до соприкосновения губок с цилиндрическими поверхностями, мм, не более |
| ТПТТ-ПТ-320-1000-0,05 | от 320 до 1000 | 0,05 | - | 20 |
| ТПТТ-ПТ-320-1000-0,1-1 | 0,1 | 1 | 20 | |
| ТтТ-ПТ-500-1250-0,1-1 | от 500 до 1250 | 0,1 | 1 | 20 |
| ттт-т-500-1600-0,1-1 | от 500 до 1600 | 0,1 | 1 | 20 |
| ТтТ-ПТ-800-2000-0,1-1 | от 800 до 2000 | 0,1 | 1 | 20 |
Таблица 2 - Метрологические характеристики штангенциркулей ШЦК
| Модификация | Диапазон | Тена деления круговой шкалы отсчетного устройства, мм | Класс |
| штангенциркулей | измерений, мм | точности | |
| ТТТТТК-Т-125-0,02 | 0,02 | - | |
| ТТТТТК-Т-125-0,05 | от 0 до 125 | 0,05 | - |
| ТТТТТК-Т-125-0,1-1 | 0,1 | 1 | |
| ТТТТТК-Т-125-0,1-2 | 2 | ||
| ТТТТТК-Т-135-0,02 | 0,02 | - | |
| ТТТТТК-Т-135-0,05 | от 0 до 135 | 0,05 | - |
| ТТТТТК-Т-135-0,1-1 | 0,1 | 1 | |
| ТТТТТК-Т-135-0,1-2 | 2 | ||
| ТТТТТК-Т-150-0,02 | 0,02 | - | |
| ТТТТТК-Т-150-0,05 | от 0 до 150 | 0,05 | - |
| ТТТТТК-Т-150-0,1-1 | 0,1 | 1 | |
| ТТТТТК-Т-150-0,1-2 | 2 | ||
| ТТТТТК-Т-160-0,02 | 0,02 | - | |
| ТТТТТК-Т-160-0,05 | от 0 до 160 | 0,05 | - |
| ТТТТТК-Т-160-0,1-1 | 0,1 | 1 | |
| ТТТТТК-Т-160-0,1-2 | 2 | ||
| ТТТТТК-Т-200-0,02 | 0,02 | - | |
| ТТТТТК-Т-200-0Д5 | от 0 до 200 | 0,05 | - |
| ТТТТТК-Т-200-0,1-1 | 0,1 | 1 | |
| ТТТТТК-Т-200-0,1 -2 | 2 | ||
| ТТТТТК-Т-250-0,02 | 0,02 | - | |
| ТТТТТК-Т-250-0,05 | от 0 до 250 | 0,05 | - |
| ТТТТТК-Т-250-0,1-1 | 0,1 | 1 | |
| ТТТТТК-Т-250-0,1 -2 | 2 |
| Модификация | Диапазон | Тена деления круговой шкалы отсчетного устройства, мм | Класс |
| штангенциркулей | измерений, мм | точности | |
| ТТТТТК-Т-300-0,02 | 0,02 | - | |
| ТТТТТК-Т-300-0,05 | от 0 до 300 | 0,05 | - |
| ТТТТТК-Т-300-0,1-1 | 0,1 | 1 | |
| ТТТТТК-Т-300-0,1 -2 | 2 |
Таблица 3 - Метрологические характеристики штангенциркулей ШТТ
| Модификация | Диапазон | Таг дискретности цифрового отсчетного устройства, мм | Размер сдвинутых до соприкосновения губок с |
| штангенциркулей | измерений, мм | цилиндрическими поверхностями, мм, не более | |
| ТТТТТТТ-Т-125-0,01 | от 0 до 125 | 0,01 | - |
| ТТТТТТТ-Т-135-0,01 | от 0 до 135 | 0,01 | - |
| ТТТТТТТ-Т-150-0,01 | от 0 до 150 | 0,01 | - |
| ТТТТТТТ-Т-160-0,01 | от 0 до 160 | 0,01 | - |
| ТТТТТТТ-Т-200-0,01 | от 0 до 200 | 0,01 | - |
| ТТТТТТТ-Т-250-0,01 | от 0 до 250 | 0,01 | - |
| ТТТТТТТ-Т-300-0,01 | от 0 до 300 | 0,01 | - |
| ТТТТТТТ-ТТ-160-0,01 | от 0 до 160 | 0,01 | 10 |
| ТТТТТТТ-ТТ-200-0,01 | от 0 до 200 | 0,01 | 10 |
| ТТТТТТТ-ТТ-250-0,01 | от 0 до 250 | 0,01 | 10 |
| ТТТТТТТ-ТТ-300-0,01 | от 0 до 300 | 0,01 | 10 |
| ТТТТТТТ-ТТ-400-0,01 | от 0 до 400 | 0,01 | 10 |
| ТТТТТТТ-ТТ-500-0,01 | от 0 до 500 | 0,01 | 20 |
| ТТТТТТТ-ТТ-250-630-0,01 | от 250 до 630 | 0,01 | 20 |
| ТТТТТТТ-ТТ-250-800-0,01 | от 250 до 800 | 0,01 | 20 |
| ТТТТТТТ-ТТ-320-1000-0,01 | от 320 до 1000 | 0,01 | 20 |
| ТТТТТТТ-ТТТ-160-0,01 | от 0 до 160 | 0,01 | 10 |
| ТТТТТТТ-ТТТ-200-0,01 | от 0 до 200 | 0,01 | 10 |
| ТТТТТТТ-ТТТ-250-0,01 | от 0 до 250 | 0,01 | 10 |
| ТТТТТТТ-ТТТ-300-0,01 | от 0 до 300 | 0,01 | 10 |
| ТТТТТТТ-ТТТ-400-0,01 | от 0 до 400 | 0,01 | 10 |
| ТТТТТТТ-ТТТ-500-0,01 | от 0 до 500 | 0,01 | 20 |
| ТТТТТТТ-ТТТ-250-630-0,01 | от 250 до 630 | 0,01 | 20 |
| ТТТТТТТ-ТТТ-250-800-0,01 | от 250 до 800 | 0,01 | 20 |
| ТТТТТТТ-ТТТ-320-1000-0,01 | от 320 до 1000 | 0,01 | 20 |
Таблица 4 - Пределы допускаемой абсолютной погрешности штангенциркулей
Пределы допускаемой абсолютной погрешности (±), мм
0,05
0,02
0,05
1
1
Измеряемая длина, мм
при значении отсчета по нониусу, мм
0,1 для класса точности
2
с ценой деления круговой шкалы отсчетного устройства, мм
0,1 для класса точности
2
с шагом дискретности цифрового отсчетного устройства 0,01 мм
от 0 до 100 включ.
0,03
0,03
св. 100 до 200 включ.
0,05
0,04
0,05
0,08
0,05
0,10
св. 200 до 300 включ.
0,04
0,04
св. 300 до 400 включ.
св. 400 до 600 включ.
0,05
0,10
св. 600 до 800 включ.
0,06
0,10
св. 800 до 1000 включ.
0,07
св. 1000 до 1100 включ.
0,15
0,16
0,17
0,18
0,19
0,20
св. 1100 до 1200 включ.
св. 1200 до 1300 включ.
св. 1300 до 1400 включ.
св. 1400 до 1500 включ.
св. 1500 до 2000 включ.
Примечания:
1. За измеряемую длину принимают номинальное расстояние между измерительными поверхностями губок.
2. Пределы допускаемой абсолютной погрешности штангенциркулей типа I при измерении глубины, равной 20 мм, не превышают значений, соответствующих пределам допускаемой абсолютной погрешности измерений измеряемой длины_
Таблица 5 - Вылет губок l и 12 для измерения наружных размеров и вылет губок 11 и 13 для измерений внутренних размеров (рисунки 1, 2)____
| Диапазон измерений, мм | 1, мм | 11, мм | 12, мм | 13, мм | |
| не менее | не более | не менее | |||
| от 0 до 125 | 35 | 42 | 15 | - | - |
| от 0 до 135 | 38 | 42 | 16 | - | - |
| от 0 до 150 | 38 | 42 | 16 | - | - |
| от 0 до 160 | 45 | 50 | 16 | 16 | 6 |
| от 0 до 200 | 50 | 63 | 16 | 20 | 8 |
| от 0 до 250 | 60 | 80 | 16 | 25 | 10 |
| от 0 до 300 | 63 | 100 | 22 | 30 | 10 |
| от 0 до 400 | 63 | 125 | - | 30 | 10 |
| от 0 до 500 | 80 | 160 | - | 40 | 15 |
| от 250 до 630 | 80 | 200 | - | 40 | 15 |
| от 250 до 800 | 80 | 200 | - | 50 | 15 |
| от 320 до 1000 | 80 | 200 | - | 50 | 20 |
| от 500 до 1250 | 100 | 300 | - | 63 | 20 |
| от 500 до 1600 | 100 | 300 | - | 63 | 20 |
| от 800 до 2000 | 100 | 300 | - | 63 | 20 |
Таблица 6 - Метрологические характеристики
| Наименование характеристики | Значение |
| Параметр шероховатости Ra измерительных поверхностей по ГОСТ 2789-73, мкм, не более: - плоских и цилиндрических измерительных поверхностей - измерительных поверхностей кромочных губок | 0,32 0,63 |
| Расстояние от верхней кромки края нониуса до поверхности шкалы штанги, мм, не более: - для штангенциркулей с отсчетом по нониусу 0,05 мм - для штангенциркулей с отсчетом по нониусу 0,1 мм | 0,25 0,30 |
| Допуск плоскостности и прямолинейности плоских измерительных поверхностей на 100 мм длины большей стороны измерительной поверхности штангенциркулей, мм Допускаемые отклонения от плоскостности и прямолинейности измерительных поверхностей губок, мм, не более: - для штангенциркулей со значением отсчета по нониусу, с ценой деления шкалы и шагом дискретности не более 0,05 мм и длиной большей стороны измерительной поверхности менее 40 мм - для штангенциркулей со значением отсчета по нониусу и с ценой деления шкалы 0,1 мм и длиной большей стороны измерительной поверхности менее 70 мм | 0,01 0,004 0,007 |
| Допуск прямолинейности торца штанги штангенциркулей типа I, мм | 0,01 |
| Наименование характеристики | Значение |
| Допуск параллельности плоских измерительных поверхностей губок для измерения наружных размеров на 100 мм длины губок, мм: - при значении отсчета по нониусу, цене деления шкалы и шаге дискретности не более 0,05 мм - при значении отсчета по нониусу и цене деления шкалы 0,1 мм | 0,02 0,03 |
| Размер сдвинутых до соприкосновения губок для внутренних измерений штангенциркулей типов II и III, мм, не более: - с верхним пределом диапазона измерений до 400 мм включ. - с верхним пределом диапазона измерений свыше 400 мм Отклонение размера сдвинутых до соприкосновения губок для внутренних измерений штангенциркулей типов II и III, мм, не более: - при цене деления или шаге дискретности менее 0,05 мм - при цене деления или значении отсчета по нониусу не менее 0,05 мм | 10 20 (0+Ш) (0+°,°3) |
| Допуск параллельности измерительных поверхностей губок для измерений внутренних размеров, мм | 0,01 |
| Допуск параллельности измерительных поверхностей кромочных губок для штангенциркулей 2 класса точности, мм | 0,02 |
| Ширина штрихов шкал штанги и нониуса, мм | от 0,08 до 0,20 |
| Ширина штрихов круговой шкалы отсчетного устройства, мм | от 0,15 до 0,25 |
| Разность ширины штрихов в пределах одной шкалы штанги, мм, не более: - при значении отсчета по нониусу 0,05 мм - при значении отсчета по нониусу 0,1 мм | 0,03 0,05 |
Таблица 7 - Усилие перемещения рамки по штанге
| Верхний предел диапазона измерений штангенциркуля, мм, не более | Усилие перемещения, Н, не более |
| 250 | 15 |
| 400 | 20 |
| 2000 | 30 |
Таблица 8 - Условия эксплуатации и средний срок службы
| Наименование параметра | Значение |
| Условия эксплуатации: - диапазон рабочих температур, °С - относительная влажность воздуха, %, не более | от +15 до +25 80 |
| Средний срок службы, лет | 5 |
наносится на титульный лист паспорта типографским методом.
Таблица 9 - Комплектность средства измерений
| Наименование | Обозначение | Комплектность |
| Штангенциркуль | - | 1 шт. |
| Футляр | - | 1 шт. |
| Элемент питания для штангенциркулей ПИЩ | - | 1 шт. |
| Паспорт | - | 1 экз. |
приведены в разделе 7 «Заметки по эксплуатации, порядок работы» паспорта штангенциркулей.
Нормативные документы, устанавливающие требования к штангенциркулям
Государственная поверочная схема для средств измерений длины в диапазоне от
1-10-9 до 100 м и длин волн в диапазоне от 0,2 до 50 мкм, утвержденная приказом Росстандарта № 2840 от 29 декабря 2018 г.
ГОСТ 166-89 Штангенциркули. Технические условия.
| Зарегистрировано поверок | 883 |
| Поверителей | 76 |
| Актуальность данных | 06.12.2024 |