| Номер в госреестре | 87116-22 |
| Наименование СИ | Штангенциркули |
| Обозначение типа СИ | Обозначение отсутствует |
| Изготовитель | GUILIN MEASURING AND CUTTING TOOL CO., LTD, КНР |
| Год регистрации | 2022 |
| Срок свидетельства | 17.10.2027 |
| МПИ (интервал между поверками) | 1 год |
| Стоимость поверки | Узнать стоимость |
| Описание типа | скачать |
| Методика поверки | скачать |
Штангенциркули предназначены для измерений наружных и внутренних линейных размеров деталей, а также для измерений глубин и выполнения разметочных работ.
Принцип действия штангенциркулей ШЦ (с отсчетом по нониусу) основан на измерении линейных размеров методом непосредственной оценки совпадения делений шкалы на штанге с делениями нониуса, расположенного на рамке штангенциркуля.
Принцип действия штангенциркулей ШЦК (с отсчетом по круговой шкале отсчетного устройства) основан на измерении линейных размеров методом непосредственной оценки по миллиметровым делениям шкалы штанги и по делениям круговой шкалы, встроенной в рамку. Круговая шкала вращается посредством подвижного ободка и блокируется стопорным винтом.
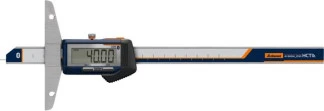
Принцип действия штангенциркулей типов ШЦЦ (с цифровым отсчетным устройством) основан на преобразовании линейного перемещения рамки штангенциркуля в изменение электрического сигнала в электрической схеме блока индикации с выводом показаний на жидкокристаллический экран цифрового отсчётного устройства. Отсчет показаний производится по цифровому отсчетному устройству. Имеется возможность установки нуля в любой точке диапазона измерений.
Измерительные поверхности штангенциркулей для измерений наружных размеров могут быть оснащены твердым сплавом.
Штангенциркули ШЦ и ШЦЦ изготавливаются: типа I - двусторонние с глубиномером, типа II - двусторонние, типа III - односторонние.
Штангенциркули ШЦК изготавливаются типа I - двусторонние с глубиномером.
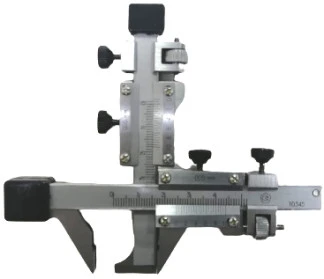
Штангенциркули типов II и III, могут быть оснащены устройством для тонкой установки рамки (микрометрическая подача).
Логотип

наносится на паспорт штангенциркулей типографским методом, на
нерабочую поверхность штангенциркуля с лицевой стороны краской или лазерной маркировкой.
Общий вид штангенциркулей указан на рисунках 1 - 8.
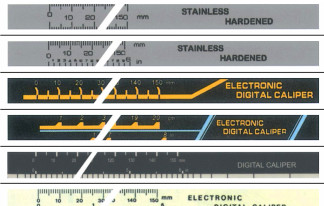
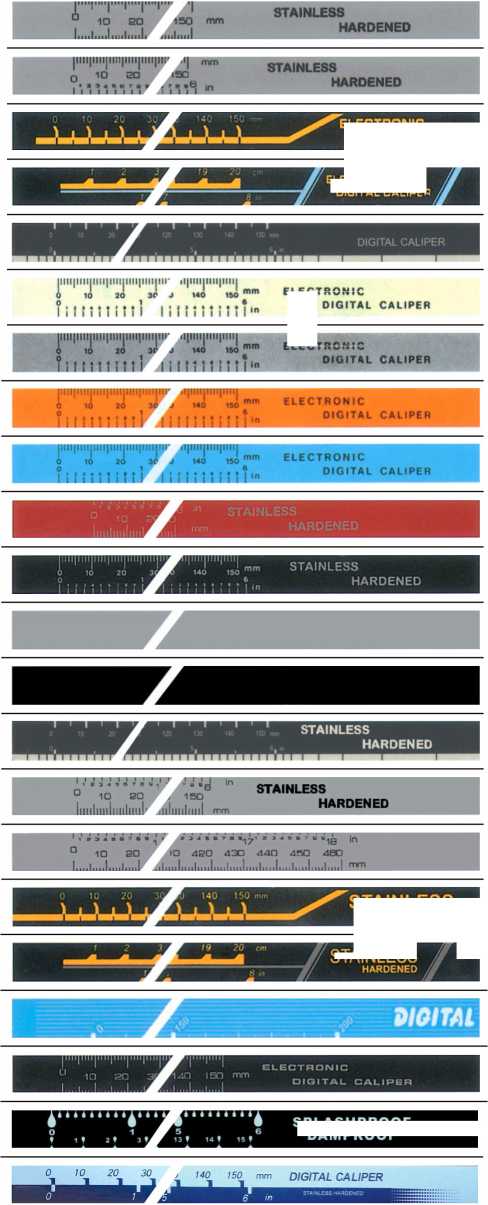
Варианты исполнений общего вида штанги штангенциркулей указаны на рисунке 9.
Корпус цифрового отсчетного устройства может быть пластиковый или металлический, количество и расположение кнопок управления цифровым отсчетным устройством может отличаться от указанных на рисунках 6-8 и не влияет на метрологические характеристики штангенциркулей.
Заводской номер наносится на штангенциркуль с лицевой или оборотной стороны краской или лазерной маркировкой и имеет буквенно-цифровое обозначение.
Пломбирование штангенциркулей от несанкционированного доступа не предусмотрено.
Возможность нанесения знака поверки на средство измерений отсутствует.
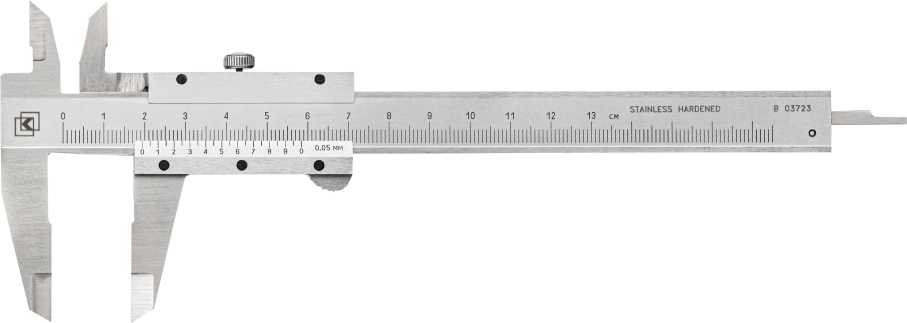
Рисунок 1 - Общий вид штангенциркулей ШЦ-I
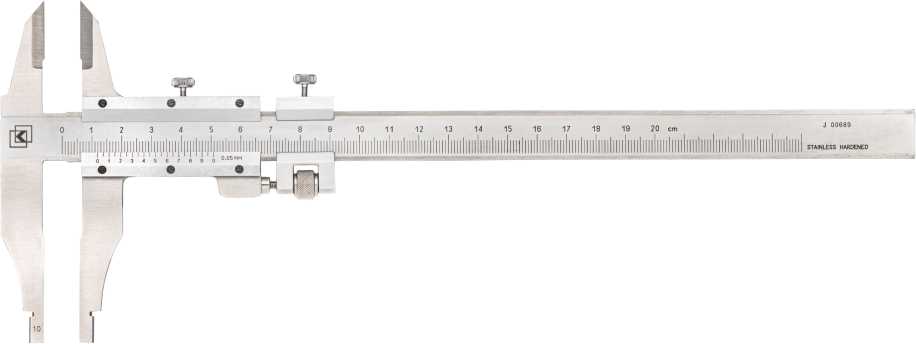
Рисунок 2 - Общий вид штангенциркулей ШЦ-II
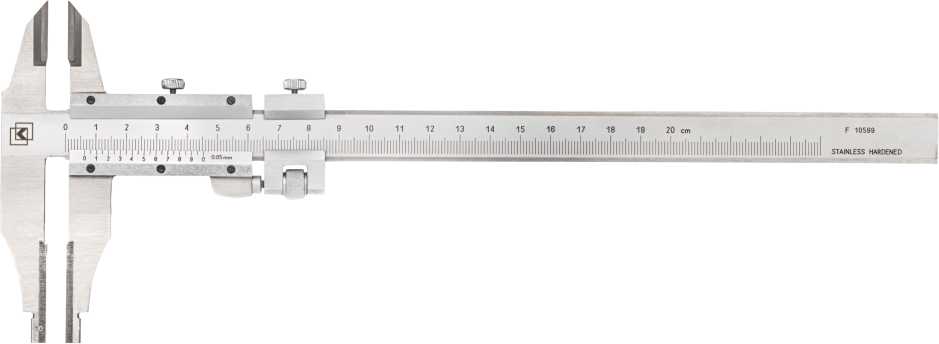
Рисунок 3 - Общий вид штангенциркулей ШЦ-II с губками, оснащенными твердым сплавом
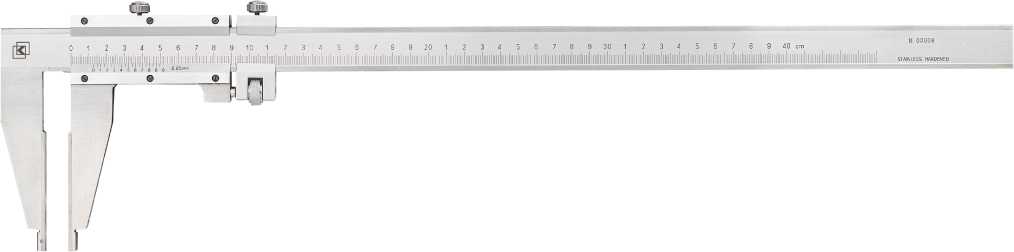
Рисунок 4 - Общий вид штангенциркулей ШЦ-III
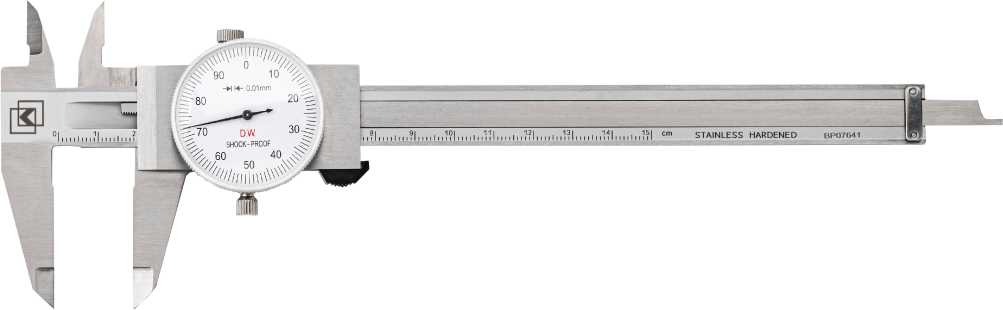
Рисунок 5 - Общий вид штангенциркулей ШЦК-I

Рисунок 6 - Общий вид штангенциркулей ШЦЦ-I
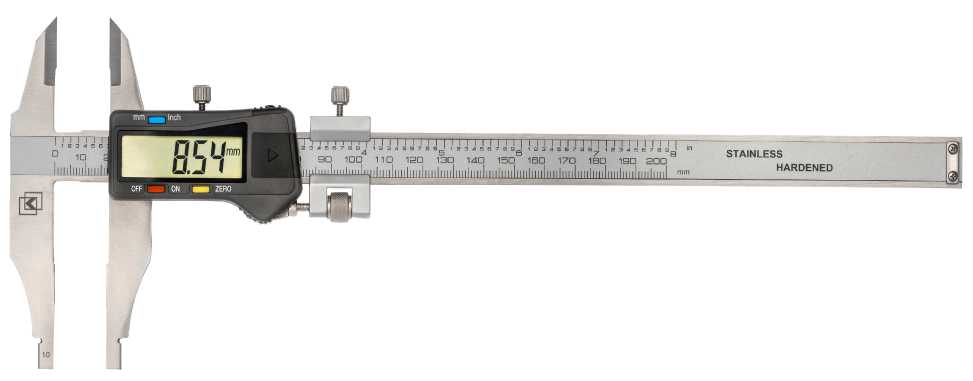
Рисунок 7 - Общий вид штангенциркулей ШЦЦ-II
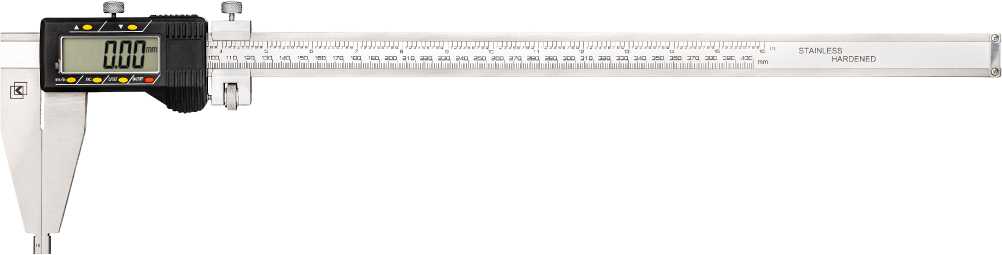
Рисунок 8 - Общий вид штангенциркулей ШЦЦ-III
ELECTRONIC
ELECTRONIC
Рисунок 9 - Варианты исполнений общего вида штанги штангенциркулей
ELECTRONIC DIGITAL CALIPER
ELECTRONIC DIGITAL CALIPER
STAINLESS
HARDENED
STAINLESS
SPLASHPROOF DAMPROOF
Таблица 1 - Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы, шаг дискретности цифрового отсчетного устройства, размер сдвинутых до соприкосновения губок с цилиндрическими поверхностями__________________________________________
| Обозначение штангенциркулей | Диапазон измерений наружных размеров, мм | Значение отсчета по нониусу (цена деления круговой шкалы, шаг дискретности цифрового отсчетного устройства), мм | Размер сдвинутых до соприкосновения губок с цилиндрическими поверхностями, мм |
| 1 | 2 | 3 | 4 |
| ШЦ-I | от 0 до 100 | 0,02; 0,05; 0,1 | _ |
| от 0 до 125 | 0,02; 0,05; 0,1 | _ | |
| от 0 до 150 | 0,02; 0,05; 0,1 | _ | |
| от 0 до 200 | 0,02; 0,05; 0,1 | _ | |
| от 0 до 250 | 0,02; 0,05; 0,1 | _ | |
| от 0 до 300 | 0,02; 0,05; 0,1 | _ | |
| ШЦ-II | от 0 до 160 | 0,02; 0,05; 0,1 | 10 |
| от 0 до 200 | 0,02; 0,05; 0,1 | 10 | |
| от 0 до 250 | 0,02; 0,05; 0,1 | 10 | |
| от 0 до 300 | 0,02; 0,05; 0,1 | 10 | |
| от 0 до 400 | 0,02; 0,05; 0,1 | 10 | |
| от 0 до 500 | 0,02; 0,05; 0,1 | 10; 20 | |
| от 0 до 600 | 0,02; 0,05; 0,1 | 20; 30 | |
| от 0 до 630 | 0,02; 0,05; 0,1 | 20; 30 | |
| от 0 до 800 | 0,02; 0,05; 0,1 | 20; 30 | |
| от 0 до 1000 | 0,02; 0,05; 0,1 | 20; 30 | |
| ШЦ-Ш | от 0 до 400 | 0,05; 0,1 | 10 |
| от 0 до 500 | 0,05; 0,1 | 10; 20 | |
| от 0 до 600 | 0,05; 0,1 | 20; 30 | |
| от 0 до 630 | 0,05; 0,1 | 20; 30 | |
| от 0 до 800 | 0,05; 0,1 | 20; 30 | |
| от 0 до 1000 | 0,05; 0,1 | 20; 30 | |
| от 0 до 1250 | 0,05; 0,1 | 20; 30 | |
| от 0 до 1500 | 0,05; 0,1 | 20; 30 | |
| от 0 до 1600 | 0,05; 0,1 | 20; 30 | |
| от 0 до 2000 | 0,05; 0,1 | 20; 30 | |
| от 0 до 2500 | 0,05; 0,1 | 20; 30 | |
| от 0 до 3000 | 0,05; 0,1 | 20; 30 | |
| от 0 до 4000 | 0,05; 0,1 | 40 |
Продолжение таблицы 1
| 1 | 2 | 3 | 4 |
| ШЦК-I | от 0 до 100 | 0,01; 0,02 | _ |
| от 0 до 125 | 0,01; 0,02 | _ | |
| от 0 до 150 | 0,01; 0,02 | _ | |
| от 0 до 200 | 0,01; 0,02 | _ | |
| от 0 до 250 | 0,01; 0,02 | _ | |
| от 0 до 300 | 0,01; 0,02 | _ | |
| ШЦЦ-I | от 0 до 100 | 0,01 | _ |
| от 0 до 125 | 0,01 | _ | |
| от 0 до 150 | 0,01 | _ | |
| от 0 до 200 | 0,01 | _ | |
| от 0 до 250 | 0,01 | _ | |
| от 0 до 300 | 0,01 | _ | |
| ШЦЦ-II | от 0 до 160 | 0,01 | 10 |
| от 0 до 200 | 0,01 | 10 | |
| от 0 до 250 | 0,01 | 10 | |
| от 0 до 300 | 0,01 | 10 | |
| от 0 до 400 | 0,01 | 10 | |
| от 0 до 500 | 0,01 | 10; 20 | |
| от 0 до 600 | 0,01 | 20; 30 | |
| от 0 до 630 | 0,01 | 20; 30 | |
| от 0 до 800 | 0,01 | 20; 30 | |
| от 0 до 1000 | 0,01 | 20; 30 | |
| IIIIIII-III | от 0 до 400 | 0,01 | 10 |
| от 0 до 500 | 0,01 | 20; 30 | |
| от 0 до 600 | 0,01 | 20; 30 | |
| от 0 до 630 | 0,01 | 20; 30 | |
| от 0 до 800 | 0,01 | 20; 30 | |
| от 0 до 1000 | 0,01 | 20; 30 | |
| от 0 до 1250 | 0,01 | 20; 30 | |
| от 0 до 1500 | 0,01 | 20; 30 | |
| от 0 до 1600 | 0,01 | 20; 30 | |
| от 0 до 2000 | 0,01 | 20; 30 | |
| от 0 до 2500 | 0,01 | 20; 30 | |
| от 0 до 3000 | 0,01 | 20; 30 | |
| от 0 до 4000 | 0,01 | 40 |
Таблица 2 - Пределы допускаемой абсолютной погрешности измерений наружных размеров
| Измеряемая длина*, мм | Пределы допускаемой абсолютной погрешности при измерении наружных размеров, мм, | |||||
| при значении отсчета по нониусу, мм | с ценой деления круговой шкалы, мм | с шагом дискретности цифрового отсчетного устройства, мм | ||||
| 0,02 | 0,05 | 0,10 | 0,01 | 0,02 | 0,01 | |
| от 0 до 70 включ. св. 70 до 150 включ. | ±0,02 | ±0,05 | ±0,10 | ±0,02 | ±0,03 | ±0,03 |
| св. 150 до 200 включ. | ±0,03 | |||||
| св. 200 до 300 включ. | ±0,04 | ±0,04 | ±0,04 | ±0,04 | ||
| св. 300 до 500 включ. | ±0,06 | ±0,10 | _ | _ | ±0,05 | |
| св. 500 до 1000 включ. | ±0,08 | _ | _ | ±0,06 | ||
| св. 1000 до 1500 включ. | _ | ±0,15 | ±0,20 | _ | _ | ±0,10 |
| св. 1500 до 2000 включ. | _ | ±0,20 | ±0,30 | _ | _ | ±0,14 |
| св. 2000 до 2500 включ. | _ | ±0,25 | ±0,40 | _ | _ | ±0,18 |
| св. 2500 до 3000 включ. | _ | ±0,30 | ±0,50 | _ | _ | ±0,24 |
| св. 3000 до 3500 включ. | _ | ±0,35 | _ | _ | ±0,30 | |
| св. 3500 до 4000 | _ | ±0,40 | _ | _ | ±0,34 | |
Примечание: * - за измеряемую длину принимают номинальное расстояние между измерительными поверхностями губок
Таблица 3 - Пределы допускаемой абсолютной погрешности при измерении глубины, равной 20 мм
| Пределы допускаемой абсолютной погрешности при измерении глубины, мм | |||||
| при значении отсчета по нониусу, мм | с ценой деления круговой шкалы, мм | с шагом дискретности цифрового отсчетного устройства, мм | |||
| 0,02 | 0,05 | 0,1 | 0,01 | 0,02 | 0,01 |
| ±0,02 | ±0,05 | ±0,10 | ±0,03 | ±0,03 | |
Таблица 4 - Габаритные размеры
| Диапазон измерений, мм | 11), мм | 112), мм, не менее | I23), мм, не менее | 1з4), мм, не менее | |
| не менее | не более | ||||
| от 0 до 100 | 25 | 44 | 15 | - | - |
| от 0 до 125 | 30 | 44 | 15 | - | - |
| от 0 до 150 | 30 | 44 | 15 | - | - |
| от 0 до 200 | 40 | 63 | 16 | - | - |
| от 0 до 250 | 40 | 80 | 16 | - | - |
| от 0 до 300 | 40 | 100 | 16 | - | - |
| от 0 до 160 | 40 | 60 | - | 15 | 6 |
| от 0 до 200 | 50 | 80 | - | 20 | 8 |
| от 0 до 250 | 50 | 80 | - | 30 | 8 |
| от 0 до 300 | 50 | 80 | - | 30 | 9 |
| от 0 до 400 | 63 | 125 | - | 40 | 9 |
| от 0 до 500 | 80 | 160 | - | 50 | 12 |
| от 0 до 600 | 80 | 200 | - | 50 | 15 |
| от 0 до 630 | 80 | 200 | - | 50 | 15 |
| от 0 до 800 | 80 | 200 | - | 50 | 15 |
| от 0 до 1000 | 80 | 200 | - | 50 | 15 |
| от 0 до 1250 | 100 | 300 | - | 60 | 15 |
| от 0 до 1500 | 100 | 300 | - | 60 | 15 |
| от 0 до 1600 | 100 | 300 | - | 60 | 15 |
| от 0 до 2000 | 100 | 300 | - | 60 | 15 |
| от 0 до 2500 | 100 | 350 | - | 60 | 15 |
| от 0 до 3000 | 100 | 350 | - | 60 | 15 |
| от 0 до 4000 | 100 | 400 | - | 60 | 15 |
| Примечание: 1)- Вылет губок с плоскими измерительными поверхностями для измерений наружных размеров 2) - Вылет губок с кромочными измерительными поверхностями для измерений внутренних размеров 3) - Вылет губок с кромочными измерительными поверхностями для измерений наружных размеров 4) - Вылет губок с цилиндрическими измерительными поверхностями для измерения внутренних размеров | |||||
Таблица 5 - Основные технические характеристики
| Наименование характеристики | Значение |
| Допуск плоскостности* и прямолинейности плоских измерительных поверхностей губок на 100 мм длины, мм, не более | 0,01 |
| Допуск плоскостности* и прямолинейности измерительных поверхностей, мм, не более: - для штангенциркулей со значением отсчета по нониусу, с ценой деления круговой шкалы и шагом дискретности не более 0,05 мм и длиной большей стороны измерительной поверхности менее 40 мм; - для штангенциркулей со значением отсчета по нониусу 0,1 мм и длиной большей стороны измерительной поверхности менее 70 мм | 0,004 0,007 |
| Допуск прямолинейности торца штанги штангенциркулей типа I, мм, не более | 0,01 |
| Отклонение размера, сдвинутых до соприкосновения губок с цилиндрическими измерительными поверхностями для измерений внутренних размеров штангенциркулей типов II и III, мм | ±0,03 |
| Отклонение от параллельности сдвинутых до соприкосновения губок с цилиндрическими измерительными поверхностями для измерений внутренних размеров штангенциркулей типов II и Ш, мм, не более | 0,02 |
| Расстояние между кромочными измерительными поверхностями губок для внутренних измерений штангенциркулей типа I, установленных на размер 10 мм, мм | 10^ |
| Отклонение от параллельности кромочных измерительных поверхностей губок для внутренних измерений штангенциркулей типа I, установленных на размер 10 мм, мм, не более | 0,04 |
| Допуск параллельности измерительных поверхностей губок для наружных измерений на 100 мм длины, мм, не более: - при значении отсчета по нониусу, цене деления круговой шкалы и шаге дискретности не более 0,05 мм; - при значении отсчета по нониусу 0,1 мм | 0,02 0,03 |
| Условия эксплуатации: - диапазон рабочих температур, °С - относительная влажность воздуха, % | От +15 до +25 80 |
| Средний срок службы, лет, не менее | 3 |
| Примечание: * -требования к плоскостности относится только к измерительным поверхностям шириной более 4 мм | |
наносится на титульный лист паспорта типографским методом.
Таблица 6 - Комплектность средства измерений
| Наименование | Обозначение | Комплектность |
| Штангенциркуль | - | 1 шт. |
| Элемент питания для штангенциркулей ШЦЦ | - | 1 шт. |
| Футляр | - | 1 шт. |
| Паспорт | - | 1 экз. |
приведены в разделе 7 «Заметки по эксплуатации, порядок работы, поверка» паспорта штангенциркулей.
Государственная поверочная схема для средств измерений длины в диапазоне от 1-10’9 до 100 м и длин волн в диапазоне от 0,2 до 50 мкм, утвержденная приказом Федерального агентства по техническому регулированию и метрологии от 29 декабря 2018 г.№ 2840;
GB/T 21389—2021 «Штангенциркули с отсчетом по нониусу, с отсчетом по круговой шкале, с цифровым отсчетным устройством. Стандарт предприятия».
| Зарегистрировано поверок | 1702 |
| Поверителей | 37 |
| Актуальность данных | 06.12.2024 |