| Номер в госреестре | 90726-23 |
| Наименование СИ | Приборы для измерений параметров контура и шероховатости поверхности |
| Обозначение типа СИ | m.era |
| Изготовитель | Общество с ограниченной ответственностью "Измерительные решения" (ООО "Измерительные решения"), г. Москва |
| Год регистрации | 2023 |
| Срок свидетельства | 12.12.2028 |
| МПИ (интервал между поверками) | 2 года |
| Описание типа | скачать |
| Методика поверки | скачать |
Приборы для измерений параметров контура и шероховатости поверхности m.era (далее по тексту - приборы m.era) предназначены для измерений профиля и (или) параметров шероховатости поверхности различных деталей, а также для определения в измеренных профилях геометрических параметров: расстояний между точками, радиусов дуг и углов.
Принцип действия приборов m.era основан на ощупывании неровностей исследуемой поверхности щуповой консолью с алмазным, сапфировым или твердосплавным щупом и преобразования возникающих при этом механических колебаний щупа в изменения напряжения, пропорциональные этим колебаниям, которые усиливаются и преобразуются в микропроцессоре. Результаты измерений выводятся на монитор системы управления в виде профилей, числовых значений параметров шероховатости и геометрических параметров профилей.
Приборы m.era выпускаются следующих модификаций Argentum S1, Argentum S2, Argentum S3, Aurum C1, Aurum C2, Aurum C3, Platinum D1, Platinum D2, Platinum D3, Platinum D1 PRO, Platinum D2 PRO, которые различаются визуально, метрологическими и техническими характеристиками, а также набором измеряемых параметров.
В зависимости от типоразмера и комплектации при маркировке к названию модификации прибора m.era добавляется обозначение XXZZ, где XX - диапазон измерений прибора по оси X (в сантиметрах), ZZ - диапазон перемещений по оси Z (в сантиметрах) для данного типоразмера.
Прибор m.era состоит из блока привода, датчика (двух датчиков для модификаций Platinum D1, Platinum D2, Platinum D3), колонны с гранитным рабочим столом, установленным на массивное основание, системы управления для оценки результатов измерений на базе персонального компьютера (ПК). В зависимости от типоразмера форма блоков и корпус могут иметь незначительные отличия.
На гранитном столе смонтирована колонна с вертикальной направляющей (ось Z), на которой установлен(ы) привод(ы) с горизонтальной направляющей (ось Х), на которую в свою очередь, крепится датчик с закрепленным на нем щупом (ось Z1) или консолью со щупом. Управление перемещениями осуществляется при помощи джойстика.
Приборы m.era модификаций Argentum S1, Argentum S2, Argentum S3 оснащаются датчиком для измерений параметров шероховатости поверхности, приборы m.era модификаций Aurum C1, Aurum C2, Aurum C3 оснащаются датчиком для измерений параметров контура, приборы m.era модификаций Platinum D1, Platinum D2, Platinum D3 оснащаются сменными датчиками для измерений параметров контура и шероховатости поверхности, приборы m.era модификаций Platinum D1 PRO, Platinum D2 PRO оснащаются одним датчиком для измерений контура и шероховатости.
Приборы могут оснащаться колонной высотой 320, 420, 520, 620 мм в зависимости от выбранного исполнения.
Приборы m.era дополнительно могу быть оснащены столами с поперечным перемещением и с возможностью нивелировки и поворота измеряемой детали с ручным или автоматизированным приводом, а также различными зажимными приспособлениями. Приводы приборов оснащены регулировкой угла наклона привода.
Общий вид приборов m.era представлен на рисунках 1-3.
Пломбировка приборов m.era от несанкционированного доступа не предусмотрена. Нанесение знака поверки не предусмотрено.
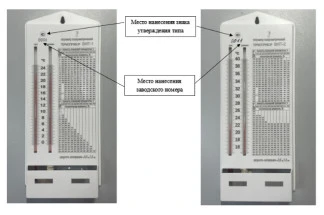
Заводской номер в виде цифрового обозначения нанесен методом печати на металлизированную идентификационную табличку, которая расположена на боковой панели основания приборов (рис. 5).


Место нанесения таблички с заводским номером и знака утверждения типа

а) б) в)
Рисунок 1 - Общий вид приборов m.era для измерений параметров шероховатости поверхности модификации: а) Argentum S1; б) Argentum S2; в) Argentum S3

Место нанесения таблички с заводским номером и знака утверждения типа
а)
б)
в)

Рисунок 2 - Общий вид приборов m.era для измерений параметров контура поверхности модификации: а) Aurum C1; б) Aurum C2; в) Aurum C3

заводским номером и знака утверждения типа

в)
а)
б)
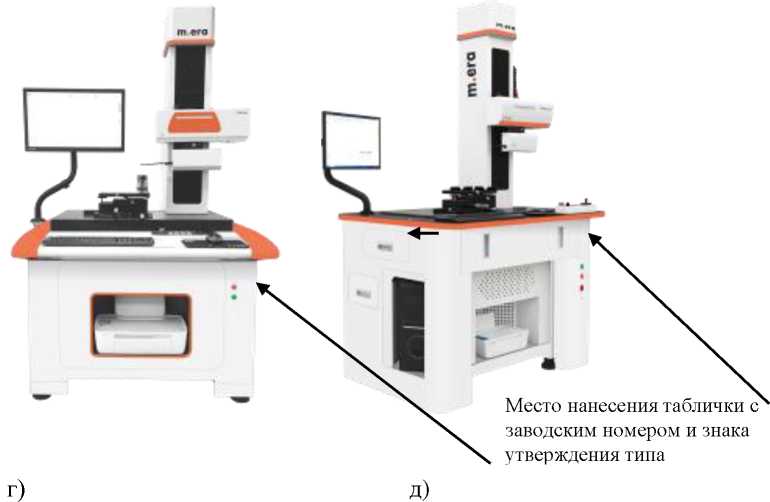
Рисунок 3 - Общий вид приборов m.era для измерений параметров контура и шероховатости поверхности модификации: а) Platinum D1; б) Platinum D2; в) Platinum D3;
г) Platinum D1 PRO; д) Platinum D2 PRO
Модель; PLATINUM D1 PRO-2262

Серийный Ни: 2304074275
Год производства; 2023
ТУ 26 51.5 -002-6502464 0-2022
ООО «Измерительные Решения»
РФ, г. Москва, ул. Шарикоподшипниковская, д. 13, стр. 5
Тел.+7(495)545-43-90 НЙЙ0 ГПГ
e-mail'infoi@m-solutFDD5.ru Г HI УЧ
www.m-solutions.ru Иь*5з LI IL
Рисунок 5 - Вид идентификацонной таблички
Приборы m.era имеют в своем составе программное обеспечение (ПО) CMSR, RMW, CMS, CASR, CAS, разработанное для конкретной измерительной задачи, осуществляющие измерительные функции, функции расчета параметров и функции индикации.
Таблица 1 - Идентификационные данные программного обеспечения
| Идентификационные данные (признаки) | Значение |
| Идентификационное наименование ПО | CMSR, RMW, CMS, CASR, CAS |
| Номер версии (идентификационный номер) ПО | V.1 и выше |
| Цифровой идентификатор ПО (контрольная сумма исполняемого кода) | - |
Программное обеспечение является неизменным, средства для программирования или изменения метрологически значимых функций отсутствуют. Конструкция приборов m.era исключает возможность несанкционированного влияния на программное обеспечение и измерительную информацию.
Уровень защиты программного обеспечения приборов «высокий» в соответствии с Р 50.2.077-2014.
Метрологические и технические характеристики приборов приведены в таблицах 2-7.
Таблица 2 - Метрологические и технические характеристики приборов m.era Argentum S1, Argentum S2, Argentum S3
| Наименование характерсти-ки | Значение | |
| Модификация | Argentum S1 | Argentum S2 Argentum S3 |
| Диапазон измерений датчика, мкм | ±420 | ±620 |
| Пределы допускаемой относительной погрешности измерений параметра шероховатости Ra, %* | ±3,0, но не менее 5 нм | |
| Допускаемое отклонение от прямолинейности перемещения по оси X, мкм, не более | 0,5 (на 100 мм) | 0,3 (на 100 мм) |
| Диапазон измерений по оси X, мм | от 0 до 220 (опционально до 100, 120, 150, 160, 180, 200) | |
| Разрешение по оси Z1 (шероховатость), мкм | 0,002 | |
| Разрешение по оси X, мкм | 0,2 | 0,05 |
| Параметры профиля | Ra, Rp, Rv, Rz, Rz (Jis), R3z, RzDIN, Rzj, Rmax, Rc, Rt, Rq, Rsk, Rku, Rsm, Rs, RAq, Rk, Rpk, Rvk, Mr1, Mr2, Rmr, Wa, Wt, Wp, Wv, Wz, Wq, WSm, Wsk, Wku, Wmr, Pa, Pt, Pp, Pv, Pz, Pq, PSm, Psk, Pku, Pmq | Ra, Ramax, Ramin, Rasd, Rp, Rpmax, Rpmin, Rpsd, Rv, Rvmax, Rvmin, Rvsd, Rz, Rzmax, Rzmin, Rzsd, R3z, Rc, Rcmax, Rcmin, Rcsd, Rt, Rq, Rqmax, Rqmin, Rdsd, Rsk, Rskmax, Rsmin, Rsksd, Rku, Rkumax, Rkumin, Rkusd, Rsm, Rsmmax, Rsmmin, Rsmsd, Rs, RAa, RAamax, RAamin, RAasd, RAq, RAqmax, RAqmin, RAqsd, Rk, Rpk, Rvk, Mr1, Mr2, R1a, Rlamax, Rlamin, Rlasd, R1q, Rlqmax, Rlqmin, Rlqsd, R5c, Rpc, Rmr, Wa, Wamax, Wamin, Wasd, Wsa, Wca, Wa08, Wc, Wcmax, Wcmin, Wcsd, Wt, Wz, Wzmax, Wzmin, Wzsd, Wp, Wpmax, Wpmin, Wpsd, Wv, Wvmax, Wvmin, Wcsd, Wq, Wqmax, Wqmin, Wqsd, Wsm, Wsmmax, Wsmmin, Wsmsd, Wsk, Wskmax, Wskmin, Wsksd, Wku, Wkumax, Wkumin, Wkusd, WAq, WAqmax, WAqmin, WAqsd, W5c, Wmr, Pa, Pt, Pp, Pc, Pv, Pz, Pq, Psm, Psk, Pku, RzJ, Rpq, Rvq, Rmq, PAq, Avh, Hmax, Hmm, Area, P5c, Tilta Ncrx, R, Rx, AR, Nr, Cpm, Sr, Sar, W, Wx, Aw, Wte, Nw, Sw, Saws |
| Фильтры | Гаусс, 2CR75, PC75 | |
| Отсечка шага 1c, мм | 0,025; 0,08; 0,25; 0,8; 2,5; 8 | |
| Длина оценки, мм | 1c^n, где n - от 2 до 7 | |
* щуп: угол 90°, радиус 5 мкм
Таблица 3 - Метрологические и технические характеристики приборов m.era Aurum C1, Aurum C2, Aurum C3
| Наименование характеристики | Значение | ||
| Модификация | Aurum C1 | Aurum C2 | Aurum C3 |
| Диапазон измерений линейных размеров по оси Z1, мм | от 0 до 60 (опционально до 10, 20, 30, 40, 50) | ||
| Пределы допускаемой абсолютной погрешности измерений линейных размеров по оси Z1, мкм* | ±(1,3 + 0,2H), где Н - измеренное значение высоты, мм | ±(0,6 + 0,12H), где Н - измеренное значение высоты, мм | ±(0,5 + 0,1H), где Н - измеренное значение высоты, мм |
| Диапазон измерений линейных размеров по оси X, мм | от 0 до 220 (опционально до 100, 120, 150, 160, 180, 200) | ||
| Допускаемое отклонение от прямолинейности перемещения по оси X, мкм, не более | 0,5 (на 100 мм) | 0,3 (на 100 мм) | |
| Пределы допускаемой абсолютной погрешности измерений линейных размеров по оси X, мкм* | ±(2,5+0,02L), где L -измеренное значение длины по оси Х, мм | ±(2+0,02L), где L -измеренное значение длины по оси Х, мм | ±(1,5+0,02L), где L -измеренное значение длины по оси Х, мм |
| Пределы допускаемой абсолютной погрешности измерений радиусов, мкм** | ±(2+R/8), где R - измеренное значение радиуса в мм | ±(1,5+R/12), где R -измеренное значение радиуса в мм | ±(1,2+R/12), где R -измеренное значение радиуса в мм |
| Диапазон перемещений по оси Z, мм | от 0 до 320 | от 0 до 420 | от 0 до 620 |
| Разрешение по оси Z1, мкм | 0,02 | ||
| Разрешение по оси X, мкм | 0,2 | 0,05 | |
* щуп: угол 17°, радиус 25 мкм
** в диапазоне измерений радиусов от 5 до 15 мм
Таблица 4 - Метрологические характеристики приборов m.era Platinum D1, Platinum D2, Platinum D3
| Наименование характеристики | Значение | ||
| Модификация | Platinum D1 | Platinum D2 | Platinum D3 |
| Диапазон измерений линейных размеров по оси Z1 (контур), мм | от 0 до 60 (опционально до 10, 20, 30, 40, 50) | ||
| Пределы допускаемой абсолютной погрешности измерений линейных размеров по оси Z1, мкм | ±(1,3 + 0,2H), где Н - измеренное значение высоты, мм | ±(0,6 + 0,12H), где Н - измеренное значение высоты, мм | ±(0,5 + 0,1H), где Н - измеренное значение высоты, мм |
| Диапазон измерений датчика (шероховатость), мкм | ±420 | ±620 | |
| Пределы допускаемой относительной погрешности измерений параметра шероховатости Ra, %, * | ±3,0, но не менее 5 нм | ±2,8, но не менее 5 нм | ±2,5, но не менее 5 нм |
| Диапазон измерений линейных размеров по оси X, мм | от 0 до 220 (опционально до 100, 120, 150, 160, 180, 200) | ||
| Допускаемое отклонение от прямолинейности перемещения по оси X, мкм, не более | 0,8 (на 100 мм) | 0,5 (на 100 мм) | 0,3 (на 100 мм) |
| Пределы допускаемой абсолютной погрешности измерений линейных размеров по оси X, мкм** | ±(2,5 + 2 L/100), где L - измеренное значение длины по оси Х, мм | ±(2 + 2 L/100), где L - измеренное значение длины по оси Х, мм | ±(1,5+ 2 L/100), где L - измеренное значение длины по оси Х, мм |
| Пределы допускаемой абсолютной погрешности измерений радиусов, мкм*** | ±(2+R/8), где R - измеренное значение радиуса, мм | ±(1,5+R/12), где R - измеренное значение радиуса, мм | ±(1,2+R/12), где R - измеренное значение радиуса, мм |
| Разрешение по оси Z1 (контур), мкм | 0,02 | ||
| Разрешение по оси Z1 (шероховатость), мкм | 0,006 | 0,002 | |
| Разрешение по оси X, мкм | 0,2 | 0,05 | |
| Параметры профиля | Ra, Rp, Rv, Rz, Rz (jis), R3z, RzDIN, Rzj, Rmax, Rc, Rt, Rq, Rsk, Rku, Rsm, Rs, R^q, Rk, Rpk, Rvk, Mr1, Mr2, Rmr, Wa, Wt, Wp, Wv, Wz, Wq, WSm, Wsk, Wku, Wmr, Pa, Pt, Pp, Pv, Pz, Pq, PSm, Psk, Pku, Pmq | Ra, Ramax, Ramin, Rasd, Rp, Rpmax, Rpmin, Rpsd, Rv, Rvmax, Rvmin, Rvsd, Rz, Rzmax, Rzmin, Rzsd, R3z, Rc, Rcmax, Rcmin, Rcsd, Rt, Rq, Rqmax, Rqmin, Rdsd, Rsk, Rskmax, Rsmin, Rsksd, Rku, Rkumax, Rkumin, Rkusd, Rsm, Rsmmax, Rsmmin, Rsmsd, Rs, R^a, R^amax, RAaniin, R^asd, RAq, R^qmax, RAqinin, R^qsd, Rk, Rpk, Rvk, Mr1, Mr2, Ria, Riamax, Riamin, Rlasd, R1q, Riqmax, Rlqmin, Rlqsd, R6c, Rpc, Rmr, Wa, Wamax, Wamin, Wasd, Wsa, Wca, Wa08, Wc, Wcmax, Wcmin, Wcsd, Wt, Wz, Wzmax, Wzmin, Wzsd, Wp, Wpmax, Wpmin, Wpsd, Wv, Wvmax, Wvmin, Wcsd, Wq, Wqmax, Wqmin, Wqsd, Wsm, Wsmmax, Wsmmin, Wsmsd, Wsk, Wskmax, Wskmin, Wsksd, Wku, Wkumax, Wkumin, Wkusd, W^q, W^qmax, WAqinin, W^qsd, W6c, Wmr, Pa, Pt, Pp, Pc, Pv, Pz, Pq, Psm, Psk, Pku, RzJ, Rpq, Rvq, Rmq, P^q, Avh, Hmax, Hmin, Area, P6c, Tilta Ncrx, R, Rx, AR, Nr, Cpm, Sr, Sar, W, Wx, Aw, Wte, Nw, Sw, Sawx | |
| Фильтры | Гаусс, 2CR75, PC75 | ||
| Отсечка шага 1c, мм | 0,025; 0,08; 0,25; 0,8; 2,5; 8 | ||
| Длина оценки, мм | ic^n, где n от 2 до 7 | ||
* щуп: угол 90°, радиус 5 мкм
** щуп: угол 17°, радиус 25 мкм
*** в диапазоне измерений радиусов от 5 до 15 мм
Таблица 5- Метрологические характеристики приборов m.era Platinum D1 PRO, Platinum D2 PRO
| Наименование характеристики | Значение | |
| Модификация | Platinum D1 PRO | Platinum D2 PRO |
| Диапазон измерений линейных размеров по оси Z1, мм | от 0 до 20 | |
| Пределы допускаемой абсолютной погрешности измерений линейных размеров по оси Z1, мкм | ±(0,6 +0,12H), где Н - измеренное значение высоты, мм | ±(0,3 +0,08H), где Н - измеренное значение высоты, мм |
| Пределы допускаемой относительной погрешности измерений параметра шероховатости Ra, %* | ±3,0, но не менее 5 нм | |
| Диапазон измерений линейных размеров по оси X, мм | от 0 до 220 (опционально до 100, 120, 150, 160, 180, 200) | |
| Допускаемое отклонение от прямолинейности перемещения по оси X, мкм, не более | 0,3 (на 100 мм) | |
| Пределы допускаемой абсолютной погрешности измерений линейных размеров по оси X, мкм** | ±(0,8 + 0,02 L), где L - измеренное значение длины по оси Х, мм | ±(0,8 + 0,015L), где L - измеренное значение длины по оси Х, мм |
| Пределы допускаемой абсолютной погрешности измерений радиусов, мкм*** | ±(1,2+R/12), где R - измеренное значение радиуса, мм | ±(1,0+R/12), где R - измеренное значение радиуса, мм |
| Параметры профиля | Ra, Rc, Ry, Rz, Rmax, R3z, Rt, Rp, Rv, Rq, RPc, Sm, S, Pc, mr©, 6c, mr, tp, Htp, Lo, Lr, Ppi, HSC, Да, Aq, Ku, Sk, Rpk, Rvk, Rk, Mr1, Mr2, A1, A2, Vo, 1a, 1q, R, AR, Rx, W, AW, Wx, Wte | |
| Фильтры | Гаусс, 2CR75, PC75 | |
| Отсечка шага 1c, мм | 0,025; 0,08; 0,25; 0,8; 2,5; 8; 25; 80 | |
| Длина оценки, мм | ic^n, где n от 2 до 7 | |
| Разрешение по оси Z1, мкм | 0,02 | 0,01 |
| Разрешение по оси X, мкм | 0,2 (опционально 0,05; 0,1; 0,5; 1) | |
* щуп: угол 90°, радиус 5 мкм
** щуп: угол 17°, радиус 25 мкм
*** в диапазоне измерений радиусов от 5 до 15 мм
Таблица 6 - Технические характеристики приборов m.era
| Модификация | Значение | ||||
| Наименование характеристики | Диапазон перемещений по оси Z, мм | Габаритные размеры, мм, не более | Масса, кг | ||
| длина | ширина | высота | |||
| Argentum S1 | От 0 до 320, (420, 520, 620) | 1450 | 700 | 2000 | 420 |
| Argentum S2 | От 0 до 320, (420, 520, 620) | 1200 | 805 | 2000 | 450 |
| Argentum S3 | От 0 до 320, (420, 520, 620) | 1200 | 910 | 2000 | 450 |
| Aurum C1 | От 0 до 320, (420, 520, 620) | 1450 | 700 | 2000 | 420 |
| Aurum C2 | От 0 до 320, (420, 520, 620) | 1200 | 770 | 2000 | 450 |
| Aurum C3 | От 0 до 320, (420, 520, 620) | 1200 | 910 | 2000 | 500 |
| Platinum D1 | От 0 до 320 (420, 520, 620) | 1100 | 700 | 2000 | 420 |
| Platinum D2 | От 0 до 320 (420, 520, 620) | 1200 | 770 | 2000 | 450 |
| Platinum D3 | От 0 до 320 (420, 520, 620) | 1200 | 910 | 2000 | 500 |
| Platinum D1 PRO | От 0 до 320 (420, 520, 620) | 1200 | 770 | 2000 | 510 |
| Platinum D2 PRO | От 0 до 320 (420, 520, 620) | 1150 | 860 | 2000 | 590 |
Таблица 7 - Эксплуатационные характеристики приборов m.era
| Наименование характеристики | Значение |
| Условия эксплуатации: - нормальная область значений температуры, °C, -относительная влажность воздуха (без конденсата), %, не более | от + 18 до + 22 85 |
| Параметры электрического питания: -напряжение переменного тока, В -частота переменного тока, Гц | от 200 до 240 50 |
наносят на металлизированную идентификационную табличку, расположенную на боковой панели основания приборов методом печати и на титульный лист руководства по эксплуатации методом печати.
Таблица 8 - Комплектность приборов m.era
| Наименование | Обозначение | Количество |
| Прибор для измерений параметров контура и шероховатости поверхности в составе: | Argentum S1/Argentum S2/Argentum S3/ Aurum C1/Aurum C2/Aurum C3/Platinum D1/ Platinum D2/Platinum D3/Platinum D1 PRO/ Platinum D2 PRO | 1 шт. |
| Стандартный щуп для измерений шероховатости (в зависимости от модификации) | - | 1 шт. |
| Наименование | Обозначение | Количество |
| Стандартный щуп для измерений контура (в зависимости от модификации) | - | 1 шт. |
| Набор для калибровки щупов | - | 1 шт. |
| Руководство по эксплуатации | 26.51.5-002-85024640-2022 РЭ | 1 экз. |
Методы измерений изложены в разделе 10 «Измерение, сбор данных и анализ» документа «Приборы для измерений параметров контура и шероховатости поверхности m.era. Руководство по эксплуатации» 26.51.5-002-85024640-2022 РЭ.
Государственная поверочная схема для средств измерений параметров шероховатости Rmax, Rz в диапазоне от 0,001 до 12000 мкм и Ra в диапазоне от 0,001 до 3000 мкм, утвержденная приказом Росстандарта 6 ноября 2019 г. № 2657;
Государственная поверочная схема для средств измерений геометрических параметров поверхностей сложной формы, в том числе эвольвентных поверхностей и угла наклона линии зуба», утвержденная приказом Федерального агентства по техническому регулированию и метрологии от 6 апреля 2021 г. № 472;
ТУ 26.51.5-002-85024640-2022. «Приборы для измерений параметров контура и шероховатости поверхности m.era. Технические условия»
| Зарегистрировано поверок | 3 |
| Поверителей | 2 |
| Актуальность данных | 07.12.2024 |